





















")













Будьте в курсе!
Новости, обзоры и акции
Время работы:
ПН-ПТ 10:00 - 19:00
СБ-ВС выходной


Новости, обзоры и акции
Повреждения трубопроводов пара и горячей воды происходят как в сварных соединениях, так и в наружных поверхностях трубных элементов. Ремонту подлежат сварные соединения паропроводных труб и полиэтиленовые трубы равной толщины. Его выполняют тремя способами.
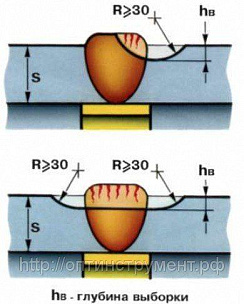
1.Удаление повреждением о участка без подварки места выборки возможно при следующих условиях:
Поверхностный металл удаляют только механическим способом (вышлифовкой). Края выборки следует сглаживать с радиусом скругления не менее 30 мм.
2. Подварка места выборки с термической обработкой возможна при условиях:
Поврежденный металл удаляют механическим способом (вышлифовкой). Заполняют выборку многослойной наплавкой кольцевыми валиками.
Термообработку после подварки ведут по режиму высокого отпуска 720-750 °С с выдержкой 1-5 ч (РД 153-34.1-003-01).
Для сварных соединений трубопроводов с температурой эксплуатации ниже 510"С удалению подлежит только поврежденный металл, а участок подварки может ограничиваться одной-двумя зонами соединения. например, металлом шва или участком шва с одной из прилегающих зон термического влияния (ЗТВ).
3. Переварке подлежат сварные соединения с трещинами, которые развивались с внутренней поверхности. Переварку выполняют в следующей последовательности: вырезают патрубок - устанавливают новый патрубок - выполняют сварку - термическую обработку.
Для паропроводов, эксплуатируемых при температуре ниже 510 °С

Кольцевая трещина в зоне термического влияния

Кольцевая трещина на штуцере

Края выборки допускается оставлять на старом шве. Подварка - электродом диаметром 3 - 4 мм
Поперечные трещины в металле шва

Поверхностные трещины в металле шва и в зоне термического влияния

Поврежденный металл удаляют не менее чем на 5 мм глубже вершины самой удаленной трещины. Выборку заполняют кольцевыми валиками толщиной 5-8 мм и шириной 10-20 мм (при любом S/D ).
Поверхностная трещина глубиной более четверти толщины металла

Выборку делают на глубину более 1/4 толщины стенки и дополнительно вышлифовывают кольцевое углубление глубиной 8-10 мм по периметру шириной, равной ширине выборки.
Сквозная трещина в зоне термического влияния

Перед сваркой в трещине по концам и длине просверливают отверстия диаметром 2-3 мм для устранения ее развития, проверки глубины дефекта и лучшей переплавки поврежденного металла.

Новости, обзоры и акции