





















")













Будьте в курсе!
Новости, обзоры и акции
Время работы:
ПН-ПТ 10:00 - 19:00
СБ-ВС выходной


Новости, обзоры и акции
Достоинствами ее по сравнению с другими методами электродуговой сварки являются:

Для того чтобы все это выполнить на достаточном уровне, сварщик должен четко представлять физическую картину процессов, происходящих в дуге и сварочной ванне, чему мы и посвятим дальнейший материал.

Перенос металла с электрода через дуговой промежуток в сварочную ванну является одной из важнейших характеристик сварки плавящимся электродом в защитных газах.
Основные виды переноса электродного металла следующие:
1) капельный с короткими замыканиями дугового промежутка;
2) крупнокапельный без коротких замыканий;
3) перенос каплями среднего размера (диаметр капли 0,7— 1,4 d.J без коротких замыканий;
4) струйный, вернее мелкокапельный.
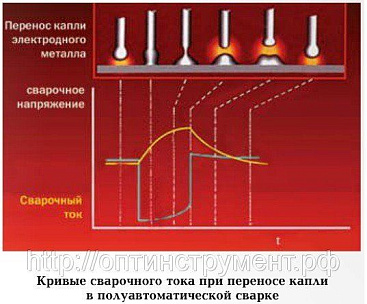
В принципе, процесс переноса происходит следующим образом: тепло, выделяющееся в дуге, после ее зажигания интенсивно расплавляет электродную проволоку, электрод быстро оплавляется, образуя промежуток (дуговой), длина которого зависит от установленного напряжения дуги.
По мере роста капли отвод тепла в сторону нерасплавленной части проволоки снижается и, соответственно, снижается и скорость плавления проволоки. Объем капли растет без существенного изменения (увеличения) дугового промежутка. Если при этом масса капли превышает силу поверхностного натяжения, то она отрывается и летит в ванну, если же нет, то, т. к. скорость подачи проволоки остается постоянной, конец ее с каплей начинает приближаться к ванне и замыкает дуговой промежуток.
Капля под действием сил поверхностного натяжения переходит в ванну. При этом дуга гаснет, напряжение резко падает, появляется и растет величина силы тока короткого замыкания, и, соответственно, возникает сила, сжимающая каплю (так называемый «пинч-эффект»), и образуется шейка между каплей и проволокой. Аксиальное усилие, возникающее при этом, ускоряет переход капли в ванну. Этому при сварке в нижнем положении способствует и сила тяжести. Шейка, при прохождении тока короткого замыкания значительной величины, перегорает со взрывом. Напряжение в промежутке возрастает до величины, превышающей напряжение на дуге, и дуга загорается. Дальше весь цикл повторяется (см. рис. выше).
Характер переноса (с короткими замыканиями или без) определяется, в основном, соотношением силы тока (скорость подачи проволоки) и напряжения на дуге (длиной дуги).
Одним из наиболее применяемых материалов при изготовлении металлических конструкций является уголок стальной. Используя при данных видах работ уголок гнутый, опытный сварщик всегда сможет выполнить любую конструкцию.

Новости, обзоры и акции