





















")













Будьте в курсе!
Новости, обзоры и акции
Время работы:
ПН-ПТ 10:00 - 19:00
СБ-ВС выходной


Новости, обзоры и акции
Конструкция сборочно-сварочного приспособления зависит от типа производства и от производственной программы. Сборочно-сварочные приспособления требуют для изготовления значительной затраты труда, материалов и времени. Приспособление целесообразно применять в том случае, если окупаются затраты па его изготовление. Очевидно, чем меньшее количество изделий будет изготовлено в приспособлении, тем большая доля стоимости приспособления будет перенесена на стоимость данного изделия и наоборот.
Внедрение нового или переделка старого приспособления выгодна только тогда, когда экономия при его использовании больше, чем затраты на его изготовление. Экономия будет тем большая, чем больше программа. Приспособление считается выгодным, если оно себя окупает в течение определенного срока, принимаемого обычно равным 2-3 годам. При разных типах производства сварных изделий целесообразно применять различные конструкции сборочно-сварочных приспособлений.
В единичном производстве, характеризующемся единичным изготовлением изделий, обычно применяются универсальные сборочно-сварочные или сварочные приспособления, пригодные для всей номенклатуры производства. В серийном производстве, в зависимости от заданной программы, применяют как универсальные, так и специализированные быстродействующие сборочно-сварочные приспособления. В массовом производстве применяются сборочно-сварочные приспособления различных типов, начиная от простых быстродействующих приспособлений и кончая сложными автоматическими установками.
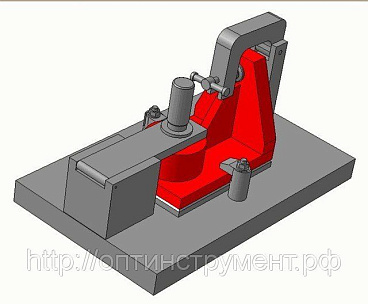
Интересно рассмотреть на конкретном примере изменение конструкции приспособления с изменением программы. На фиг. 4 представлено два приспособления для сварки одного и того же изделия - трубы скрепера. Когда завод изготовлял несколько десятков скреперов в год, т. е. производство их было единичным, изготовление этого узла осуществлялось путем ручной дуговой сварки. В качестве сборочно-сварочных приспособлений применялись струбцины (фиг. 4,а). С увеличением программы была разработана новая технология сварки - автоматическая сварка под слоем флюса. Было сконструировано быстродействующее сборочно-сварочное приспособление с пневмозажимами (фиг. 4,6). На приспособлении установлено шесть пневмозажимов с управлением от одного рабочего места. В результате этих изменений ручная стяжка трубы струбцинами и прихватка под сварку не нужны, так как автоматическая сварка производится непосредственно в приспособлении.

Конструкция приспособления зависит от размеров и характера расположения деталей в узле, от общих размеров и веса изделия. Для громоздких изделий с различным пространственным расположением швов применяются обычно поворотные приспособления. Для простых сварных узлов небольших размеров применяются многоместные столы.
При наложении кольцевых швов или швов но радиусу необходимо производить вращение изделия или приспособления. В этом случае поворотное устройство должно обеспечить окружную скорость вращения, равную скорости сварки.
Для конструирования сборочно-сварочных приспособлений большое значение имеет технология изготовления тех изделий, для которых они предназначаются. Технология изготовления сварного изделия складывается из технологии изготовления деталей, из которых состоит это изделие, технологии сборки и технологии сварки. Точность изготовления деталей сварного изделия может быть различной, она зависит от способа их получения и качества их обработки. Детали на сборку могут поступать после ковки, штамповки, резки на ножницах, резки автогеном или после механической обработки. Детали могут иметь отклонения как по размерам, так и по форме. Конструкция приспособления должна быть такой, чтобы в нем возможно было собирать узел из деталей с любыми допустимыми отклонениями. При низкой точности изготовления деталей применяют приспособления со съемными, переставными или регулируемыми фиксаторами и с наиболее надежными винтовыми зажимами, а при высокой точности - с более простыми постоянными или отводными фиксаторами и эксцентриковыми зажимами.
При конструировании приспособления должны принимать во внимание технологию сборки. Последовательность сборки деталей, зазоры между свариваемыми деталями перед наложением швов - все это влияет на конструкцию сборочно-сварочного приспособления.
Технология и способ сварки также влияют на конструктивные особенности приспособлений. Основные виды сварки: ручная электродуговая и газовая сварка, контактная сварка (роликовая, точечная и стыковая), автоматическая и полуавтоматическая сварка под слоем флюса и в защитной газовой среде, электрошлаковая сварка - имеют свои отличительные особенности, с учетом которых проектируются приспособления. При контактной сварке, особенно переносными машинами, приспособления должны обеспечивать хороший доступ электродов к месту сварки и хорошую маневренность сварного узла.
При автоматической и полуавтоматической сварке требуются быстродействующие приспособления и хорошие флюсоудерживаюшие устройства. При автоматической сварке требуются также устройства для принудительного формирования шва и направления электрода по шву.
При комплексной механизации и автоматизации сварочных операций сборочно-сварочные приспособления являются составными частями установок или машин для сварки, представляющих собой комплексный агрегат. Такими агрегатами являются трубосварочные станы, машины-автоматы для контактной и электродуговой сварки, установки для электрошлаковой сварки.
При конструировании сборочно-сварочных приспособлений необходимо также учитывать условия их эксплуатации:
Новости, обзоры и акции