





















")













Будьте в курсе!
Новости, обзоры и акции
Время работы:
ПН-ПТ 10:00 - 19:00
СБ-ВС выходной


Новости, обзоры и акции
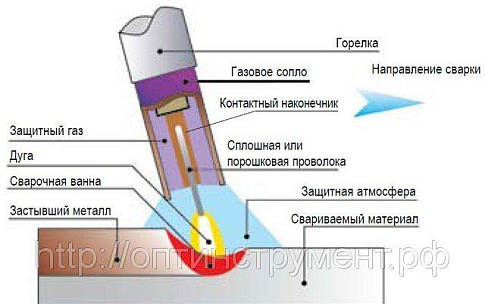
Основной идеей процесса, который называется GMAW-сваркой (дуговая сварка металлическим электродом в среде защитного газа), является использование длинной проволоки в качестве присадочного материала вместо покрытого электрода. Проволока подается в сварочную горелку через контактный наконечник, по которому ток поступает в проволоку. Через наконечник проволока направляется в шов свариваемого изделия. Такая система сварки появилась в 1930-е годы и называлась дуговой сваркой погруженным электродом (GMAW), когда дуга и сварочная ванна покрывались гранулированным порошковым покрытием, который обеспечивал такую же защиту, как и покрытие электрода.
В начале 1950-х гг. флюс был заменен аргоном в качестве защитного газа сварочного процесса при сварке алюминия. Так появилась MIG-сварка (сварка металлическим электродом в инертном газе). Позже в качестве защитного газа стали использоваться С02 и 02 для сварки др. материалов. Эти газы являются активными и участвуют в процессе сварки. Отсюда и название процесса MAG-сварка (сварка металлическим электродом в активном газе).
Последним достижением в этой области является трубчатый сварочный пруток с флюсовым сердечником, сочетающий в себе преимущества покрытого электрода со скоростью и производительностью сварочного процесса с использованием проволоки, подаваемой с катушки. Пруток представляет собой трубку, внутри которой находятся флюсовые элементы, такие же, которые входят в покрытие электродов. Этот процесс часто называют FCAW-сваркой (дуговая сварка прутком с флюсовым сердечником). Некоторые виды таких прутков образуют достаточное количество шлака и газа для защиты дуги и наплавления и использование защитного газа здесь не требуется, поэтому такие прутки называют самозащитными.

В этой статье все виды сварки в защитном газе называются GMAW-сваркой, а само защитные сварочные процессы - FCAW-сваркой.
Различные сварочные процессы с использованием проволочных прутков отличаются значительно более высоким качеством наплавления и скоростью сварки по сравнению с покрытыми электродами. Скорость сварки особенно важное значение имеет для производственного процесса и сегодня более половины присадочных материалов используется в виде проволоки.
В силу необходимости выполнения дополнительных функций оборудование для GMAW/FCAW-процессов значительно сложнее, чем для других процессов дуговой сварки. Это ограничивало область применения GMAW-сварки, особенно на ограниченном пространстве, где важное значение имеют гибкость и возможность осуществлять сварку на некотором расстоянии от источника сварочного тока.
Последние достижения в области улучшения качества проволоки и оборудования позволили преодолеть эти ограничения' и GMAW-сварку теперь можно использовать и для проведения ремонтных работ в любом месте.
Новости, обзоры и акции