





















")













Будьте в курсе!
Новости, обзоры и акции
Время работы:
ПН-ПТ 10:00 - 19:00
СБ-ВС выходной


Новости, обзоры и акции
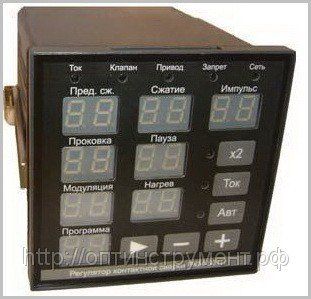
Развитие сварочного оборудования невозможно аппаратуры управления сварочным процессом, так как сварочный процесс достаточно сложен и требует точного контроля. Основными параметрами режимов контактной сварки являются сила тока, длительность его импульса и усилие сжатия электродов. Контроль этих параметров чрезвычайно важен для получения качественного сварного управления сварочной машины называется регулятором. Это название сложилось исторически, так как первые модели приборов позволяли регулировать только время прохождения сварочного тока, причем сила тока определялась только параметрами сварочного трансформатора. Этот способ управления чрезвычайно прост. Он применяется в тех случаях, когда не накладывается особых условий на точность и повторяемость сварочного цикла, например при сварке арматурной сетки.
Впоследствии были разработаны модели регуляторов (РКС-502, РКС-801 и другие), позволяющие управлять силой сварочного тока и осуществлять его стабилизацию при изменении напряжения сети. Приборы данного поколения осуществляли цифровой отсчет длительностей сварочных позиций. При всех достоинствах основным их минусом является сложность модернизации и внесения изменений в алгоритмы управления током и обслуживания сварочной машины. Также при использовании контактной сварки в ответственных ситуациях может потребоваться непосредственное управление сварочным током или его допусковый контроль, который данные приборы не осуществляли.
Быстрое развитие высоких технологий и микропроцессорной техники дало возможность появления следующего поколения аппаратуры управления сварочным циклом. Фирмой НПФ «Контактная сварка» начат выпуск микропроцессорных регуляторов серий РКС-901Л и РКС-902Л для машин контактной сварки. Преимущества микропроцессорной техники неоспоримы: это и максимальная гибкость алгоритма управления с возможностью его корректировки под конкретное применение, и функция измерения, контроля и управления непосредственно сварочным током.

Регуляторы серии РКС-901Л расширяют функции устаревших серий:
Регуляторы серии РКС-902Л дополнительно имеют функции измерения, допускового контроля и управления сварочным током. Также эти приборы имеют расширенные функции управления процессом и возможность диагностики сварочной машины. Регуляторы РКС-901Л и РКС-902Л полностью совместимы с предыдущими сериями блоков управления контактных машин, что позволяет применять их при модернизации и ремонте сварочных машин.
При производстве арматуры широко применяются автоматизированные многоэлектродные сварочные комплексы. Для применения в системах автоматизации разработана и выпускается специальная серия сварочных регуляторов РКМ-П. В нее входят приборы РКМ-501П и РКМ-801П. Регуляторы данной серии предназначены для монтажа в панель и кроме дискретных входов и выходов имеют цифровой интерфейс MODBUS. Данный интерфейс является де факто промышленным стандартом, что дает возможность применять регуляторы серии РКМ-П в автоматизированных сварочных комплексах и шкафах управления.
Новости, обзоры и акции